| 是否厂家 | 是 |
|---|---|
| 产品 | 环氧煤沥青漆 |
| 产地 | 河北省 廊坊市 大城县 |
| 产品等级 | 一级 |
| 产品包装 | 铁桶 |
| 保质期 | 12个月 |
| 干燥时间 | 2-4小时 |
| 颜色 | 黑色 |
| 产品适用 | 各种防腐工程 |

主要特点
1、互穿网状防腐层。通过防腐性能优异的氯磺化聚乙烯橡胶对传统的环氧煤沥青漆的改性,使之固化后形成介于环氧树脂链和橡胶链之间的互穿网状防腐涂层,具有吸水率低,耐水性好,耐生物侵蚀能力强,抗渗透能力高。
2、防腐综合性能优。由于采用了防腐性能优异的橡胶改性,使涂层的物理机械性能、电绝缘性能、耐磨性能、耐杂散电流性能、耐热、耐温性能等更佳。
3、一次成膜厚。溶剂含量低,一次成膜厚,施工道数少,施工方法与传统的环氧煤沥青涂料相同。
适用于 性或部分浸于水下的钢结构、化工厂、污水处理池、炼油厂的埋地管道和钢质贮罐;埋设水泥结构、煤气柜内壁、底板、汽车底盘、水泥制品、煤矿矿井支架、矿山井下设施和海洋码头设施、木制品、水下结构、码头钢栏、供热管道、供水管道、供气管道、冷却水、石油管道等。
HG/T 2884-1997 环氧沥青防腐涂料(分装)(已作废)
GB/T27806-2011《环氧沥青防腐涂料》(现行)
将涂料彻底搅拌至桶底无沉积物,在搅拌状态下按漆:固化剂为10:1(重量比)加入专用固化剂并搅拌均匀,配制好的涂料放置10~15分钟后使用。
钢铁结构,基材处理要求达到除锈标准Sa2.5级,或采用手工除锈;也可采用化学除锈,要求达到无油、无锈、无异物,干燥清洁,除锈后的钢铁基体表面须在4小时内涂装底漆。

一、组成:该环氧煤沥青漆是在环氧煤沥青涂料的基础上,加入中外公认的氯磺化聚乙烯橡胶、云母氧化铁、其它耐蚀颜填料、特种添加剂及活性溶剂等,工艺而成的双组分重防腐涂料。底漆为A型,中涂漆为B型,面漆为C型。
二、单组分环氧沥青漆主要特点
1、互穿网状防腐层。通过防腐机氯磺化聚乙烯橡胶对传统的环氧煤沥青的改性,使之固化后形成介于环氧树脂链和橡胶链之间的互穿网防腐涂层,具有吸水率低,耐水性好,耐生物腐蚀能力强,抗渗透渗出能力高。
2、防腐综合机能优。因为采用了防腐机能橡胶改性,使涂层的物理机械机能、电绝缘机能、耐磨机能、耐杂散电流机能、耐热、耐温机能等。
3、一次成膜厚。溶剂含量低,一次成膜厚,施工道数少,施工方法与环氧煤沥青涂料相同。
三、用途:合用于部门浸于水下的钢结构、化工厂、污水处理池、炼油厂的埋地管道和钢质贮罐;埋设水泥结构、煤气柜内壁、底板、汽车底盘、水泥制品、煤矿矿井支架、矿山井下举措措施和海洋码头措施、木制品、水下结构、码头钢栏、供热管道、供水管道、供气管道、冷却水、石油管道等。
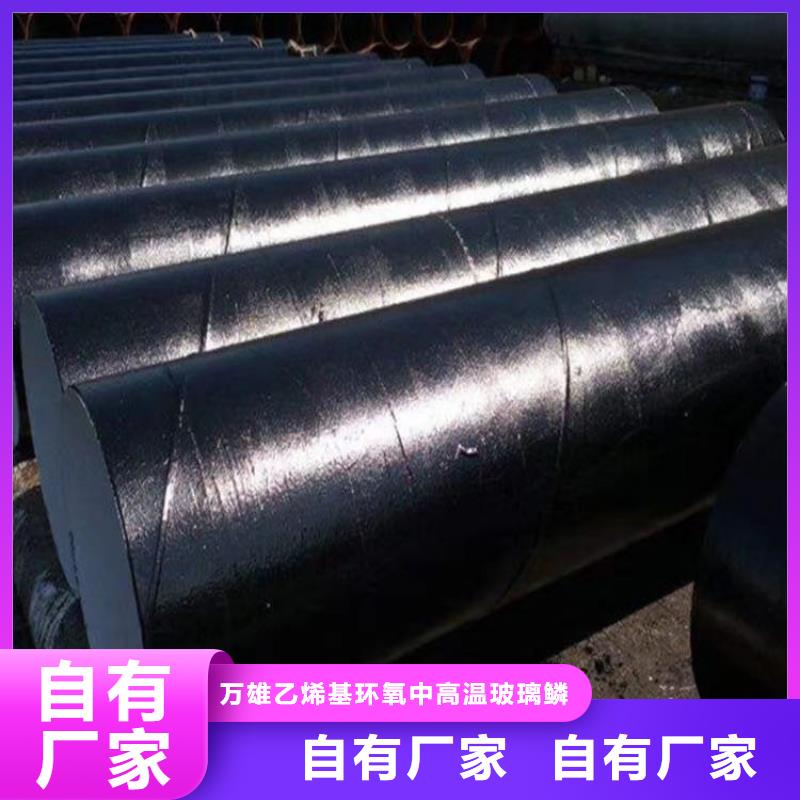
环氧煤沥青漆在涂层中基本处于平行紧密排列,形成层层屏障,对基材起到长期保护作用,具有防锈防腐能力强,性能稳定,遮盖力强,漆膜平整、坚韧、封闭性好,抗渗性能强的特点,具有良好的附着力和耐热、耐水、耐碱、耐化学腐蚀性能适用于化工、石油设备管道、污水池、罐体等混凝土及金属结构表面防腐蚀用。烟气脱硫装置极优良的耐腐蚀介质的渗透性;受介质、气体、水蒸气的渗入远小于普通玻璃钢。不容易产生介质扩散,可有效地避免底部腐蚀、鼓包、剥离等物理破坏。形成一道道保护屏障延缓腐蚀介质透过涂层到达基材表面的时间从而大大延长了基材的使用寿命,环氧煤沥青漆适用于腐蚀条件较恶劣的钢管、各种钢结构、储罐、容器防腐、环保项目中的烟脱硫、脱硝、除尘设备及烟道的内衬层、也适用于各种混凝土结构的防腐、防渗漏及作为耐、防滑层。

环氧沥青涂料具有优良的防腐蚀性能,且耐湿、耐水、耐盐水、耐士壤、抗生物。并具有一定的绝缘性能,可广泛应用于下列各种设备设施的防腐蚀:
·输油,输气,输水管道外壁防腐。
·污水处理池防腐。
·煤矿竖井井架防腐。
·钢铁结构、水泥结构设施表面防腐。。
·适用于盐碱地严重腐蚀土质钢铁防腐。
·港口、码头等海洋设施与船舶的水下部位及水舱等防腐。
优等特点
具有适用范围广、寿命长,耐候性、抗变形、拉伸强度高、延伸率大,对基层收缩和开裂变形适应性强、抗酸性、抗碱性、防腐防水性能优越、任何复杂部位都容易施工,解决了传统防腐防水材料,如涂料立面下滑、卷材空鼓,以及复杂部份操作难的难题。完全取代于传统防腐防水材料。有着比之好的防腐、防水、绝缘性能。
环氧煤沥青漆与普通沥青漆区别对比
原料对比:
环氧煤沥青漆:组成成分包括防锈颜料、助剂、环氧树脂、mei**沥青、改性胺共同融合而成。
普通沥青漆:组成成分主要由mei*油、***沥青为原料、结合催干剂、稀释剂、改性溶剂等有机溶剂组成。

环氧煤沥青漆是由环氧树脂、煤j沥青、颜料、助剂、溶剂等组成的双组份环氧沥青涂料。该漆具有优异的耐水性和抗化学药品性能,广泛应用于石油输送管道、自来水管道等。
表面处理及有氧化皮钢材涂装厚度应该达到310um以上。钢材:喷砂处理至Sa2.5级或手工除锈至St3级。
底漆的钢材:漆膜损伤处、锈蚀处及x粉上白锈,须进行二次除锈,打磨至St3级。
刷涂、辊涂、喷涂均可,可根据施工方案进行选择。若施工过程中粘度过高,可酌情加入配套专用稀释剂进行调配。
1.采用刷涂法施工时,应用力均匀,朝同一方向涂刷,避免表面起毛;
2.采用喷涂时,喷枪移动速度应均匀,并保持喷嘴与被喷面垂直;
3.采用辊涂法施工时,辊筒蘸料应均匀,不宜过多,滚涂时用力应均匀,且不宜过大,并应保持匀速,辊筒应沿同一方向滚压,每遍方向可不同。边角、附件等滚筒无法涂敷的部位应采用刷涂工具进行补涂。
1.底材温度须高于露点3℃以上,当底材温度低于5℃时,漆膜不固化,不宜施工。
2.甲组份开桶后,必须搅拌均匀,然后在搅拌下按配比要求将乙组倒入甲组份中,充分混合均匀,静置,熟化30min后,加适量稀释剂调至施工粘度。